
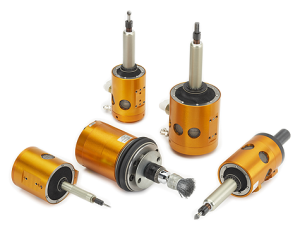
ATI的去除毛刺工具是一种轻巧的旋转工具,其主轴采用径向压缩空气作为驱动,可以在不规则的零件表面上高速旋转、操作加工。其“浮动”马达和主轴采用±8mm的径向动力装置,可以使精加工力保持恒定。该工具配有一个刚性外罩和一个内部的马达/主轴总成,运行比较方便。气动马达/主轴总成安装于外罩的心轴轴承上,气动马达与心轴轴承独立于外罩运行,径向“动力场”由工具外罩前侧的环形小型气动活塞提供,其动力可以从工具径向的任何一个角度(360°)传送到主轴/工具上。马达内部的调速控制器可以使主轴以40000r-65000r/min的转速保持高速运行,每单位可承受0.7~4.3kg的载荷而不变形,供气压力为0.035~0.42MPa。
特征
加工高速、高效、精确
ATI去毛刺装置安装于机器人或CNC数控机床上,配有噪音很低的空气压缩机马达,使用干净、干燥、经过过滤的、无润滑剂的空气,直接通向工件。这种精加工工具使用两种连接空气:一种压缩空气的压力为0.63MPa,作为切削锉刀的旋转驱动力;另一种压缩空气的压力为0.42MPa,作为径向驱动力。硬质材料的零件精加工速度可以达到25~76mm/s;而软质材料的零件精加工速度可以达到76~305mm/s。工作时,精加工工具的恒定转速为40000r-65000r/min。气动工具有一个空气管路用于驱动切削锉刀,使其旋转运行,而另一管线的压缩空气能产生径向传动力,用于驱动马达/主轴总成。浮动加工头上的空气压力经过调节,可提供恒定的加工力,这对于加工优质倒角是必要的。此外,长而细的去毛刺装置的“工作”端可以非常精确、深入地打磨加工,甚至可以深入到其他工具都难以到达的区域进行加工。
编程简单
ATI去毛刺装置不但能够模拟手工精加工打磨方式,更为灵活的是,它可以迅速且容易地改变方向。其尖端固有的灵活特性节约了机械手的编程时间。由于该工具能提供机械手路径和零件边缘之间的偏差,因此编程人员只需对少量的路径点编程就能达到目的。安装一个直径与刀具直径相同的销钉,或安装一个带有顶尖的智能化工具代替真正的刀具,就可以进行机械手路径的编程。机械手可通过手动方式移动到一个点上,此时销钉或带有顶尖的智能化工具在这一点上与零件的边缘接触,并将这一个点记录下来,沿着零件的边缘运动,并按一定的间隔重复上述步骤。机械手控制器利用这些记录点确定其跟踪路径,同时将切削力调整到“运行位置”,这样,编程人员就可以对毛刺较大的区域或必须切削更多材料的区域增大切削力。
应用

ATI去毛刺工具十分轻巧,可以在恒定压力下紧贴工件边缘——甚至能像机器人那样沿着零件的边缘以305mm/s的速度移动。其工作温度为5~35℃,采用标准的碳化钨工业刀片,以适应组装线变化的需要,满足零件的加工要求。另外,刀片可以根据加工的需要随时更换,从而改变操作方式。
产品样本下载:deburring Catalog